

Для соединения различных типов металлов раньше, как правило, использовали стандартный тип сварки. Но такой метод не всегда позволял добиться нужных результатов. Ведь существуют ряд материалов, имеющих в своем составе алюминий, которые при контакте с кислородом в процессе нагревания сразу же начинают окисляться. Это приводит к ухудшению качества сварных швов, их непрочности и недолговечности. Столкнувшись с такой проблемой ученые долго искали выход, который бы позволил эффективно применять сварку к сплавам в составе которых есть алюминий. И выход был найден.
Возникновение метода
Метод аргоновой сварки был запатентован еще в XIX веке в США, но до начала 1940-х годов развивался сравнительно медленно — в основном, в теоретических изысканиях. Новый толчок в своем развитии аргонодуговая сварка получила с разработкой специалистами авиастроительной компании Northrop Aircraft Inc практического применения данной технологии. Еще через 20 лет была реализована идея использования импульсного тока для создания сварной дуги. В дальнейшем же метод аргонной сварки развивался по эволюционной составляющей, не претерпевая каких-либо резких изменений. Стали использоваться высокочастотные токи, создающие оптимальные условия для образования качественного сварного шва.
Технология аргонной сварки

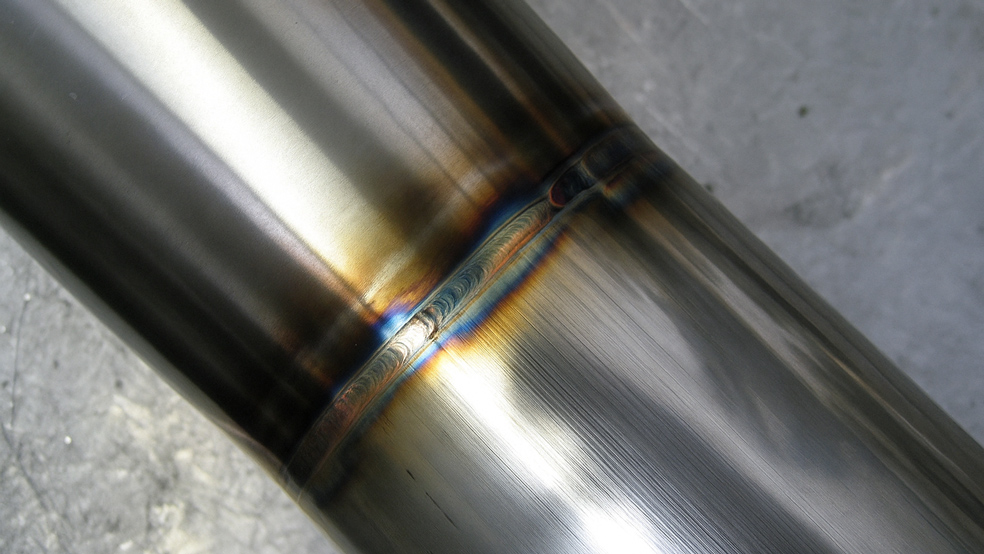
Аргоновая сварка получила свое название от инертного газа аргон, который используется в ходе работ. Используется два неплавящихся электрода из вольфрама, которые при контакте со свариваемой поверхностью образуют специальную электрическую дугу. Эта дуга и наполнена защитным газом, не позволяющим материалу вступить в прямой контакт с кислородом и обеспечивающим образование сварных швов.
Для сварки в аргоне применяются различные виды сварочных аппаратов — от ручных и полуавтоматов до полностью автоматических и роботизированных, требующих минимального участия человека. Для того, чтобы варить ручным аппаратом требуется определенная сноровка — сварка выполняется неплавящимися электродами и сварщик должен самостоятельно перемещать горелку и прокладывать проволоку. На полуавтомате от сварщика требуется только передвигать горелку, а на автомате лишь задавать параметры сварного шва на терминале.
Для выполнения сварки аргоном используются инверторы с силой тока от 5 до 500 Ампер. Это аппараты постоянного тока с маркировкой TIG DC. Устройства уже используют автоматическую подачу газа в сопло аппарата и способны работать в бытовых условиях от розетки с напряжением 220 Вольт.
Достоинства и недостатки аргоновой сварки
К преимуществам аргонодуговой сварки можно отнести умеренную температуру нагрева изделия. Это очень важно, чтобы избежать деформации некоторых видов конструкций. Еще одним преимуществом является использование аргона, обладая высокой плотностью он надежно предохраняет свариваемую поверхность от контакта с кислородом. За счет мощности данного метода сварки выполнить соединение можно за считанные минуты, а при наличии современного оборудования справиться с этой задачей может даже не специалист. Ну и главное преимущество — это возможность соединения практически любых типов металла.
К сожалению, без недостатков также не обошлось. Поскольку в процессе сварки необходима защита сварного соединения, все работы требуется проводить в помещении в отсутствии сквозняков, иначе это может повлиять на качество конечного результата. Также к минусам можно отнести наличие ультрафиолетового излучения, которое при длительном воздействии может вызывать ожоги на коже сварщика.


